


The Bleazey Cush drive has all of the improvements built in at time of manufacture which is a more professional, engineering approach than a modified original.

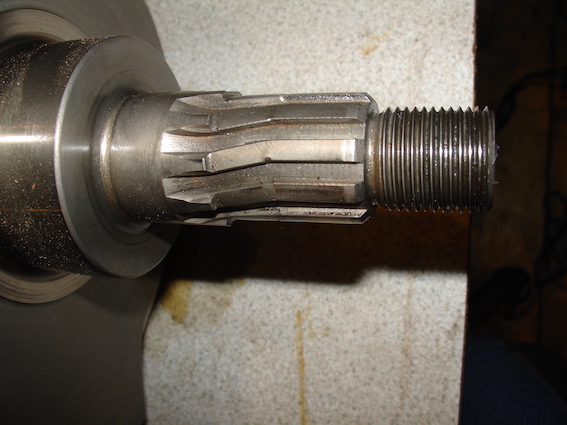
The picture above shows the bearing retainer sleeve in position. The sleeve holds the bearing firmly in place on the shaft - without such security there is a
chance that the bearing will fret on the shaft eventually destroying it.
I prefer to fit the splined hub to the crankshaft in my workshops but if you feel that you have the skills to carry this out yourself then please get in touch to discuss the process.
I must point out that I no longer supply an "off the shelf" fit - the hub you receive will be undersize and must be filed out to achieve a tight fit on the flanks of the splines.
The process of hand fitting can be seen here :-
I realise that this creates problems for overseas customers who would normally buy on line and fit DIY fashion at home. It would be good to find someone willing to do the hand fitting remotely but difficult to find the right man from here. I am, of course, happy to do the fitting here in my Lancaster workshops.
It is tempting to carry out the quick change modifications and leave the splined crankshaft fit undisturbed and therefore not fit the intermediate support bearing or the alloy steel splined hub. Such a modification will only offer the "gimmick" of the quick change but does not address the more important issues of later crankshaft failure. I do not recommend this "half measure" nor will I carry out such limited modifications in my workshops.
I have had to carry out quite a few repairs to worn, twisted and broken crankshafts and it seems that Harley Davidson engines with identical crankshafts suffer similar problems so I envisage more of this work in the future. Witness this screen shot below - Thanks to Zippers performance for permission to use this. https://www.zippersperformance.com
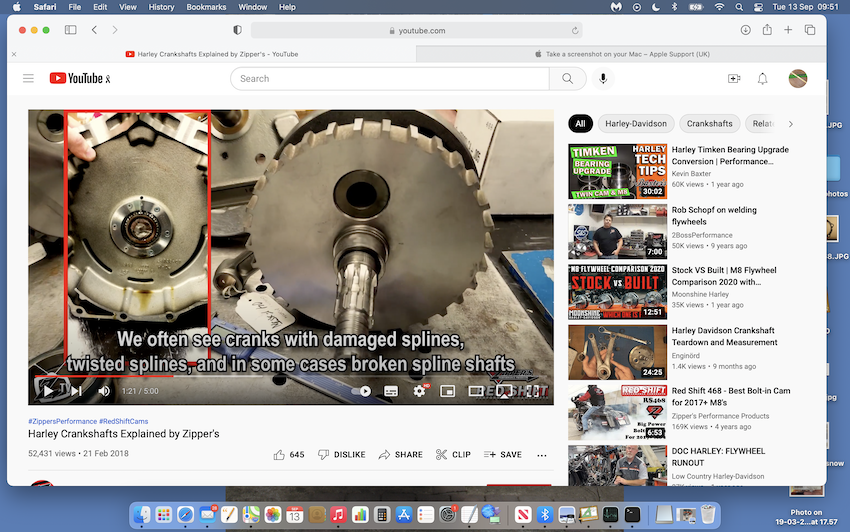
Twisted and broken shafts have to be repaired by grafting a new shaft in to the crank web.


1/ The swinging arm bearings are protected from atmospheric contamination by the insertion of a plastic table leg foot (in my opinion a pathetic design) and to make things worse the nearside one was left out at assembly on earlier models because there is not enough room between the cap and the bevel box shaft. This results in destruction of the bearing in a very short time. The solution, on later models is to turn down the head of the plastic cap to allow deeper insertion and therefore not interfering with the shaft. This should be carried out as soon as possible on cars with no cap in place. At the same time the bearings must be inspected for damage replaced if necessary and GREASED! - something else which is neglected on original assembly.
2/. The most vulnerable part of the car from the point of view of corrosion is the swinging arm and most of the cars I examine have significant rust in this area. My solution is to strip the "corrosion resistant coating" and paint the thing properly using chip resistant tractor paint. I also like to inject linseed oil in to the tubes and then seal them from atmosphere with a marine mastic. Linseed oil is ideal as it does not set or cure but it oxidises which means any oxygen inside the tubes is gobbled up by the oil - no oxygen = no rust.
3/ I usually find that the prop shaft bearings are not greased on original assembly and all I get out when I purge them is air. The grease nipples are difficult to get a gun on and this means removal of the shaft in order to grease the bearings.
4/ The rear brake master cylinder is vulnerable to corrosion and many people are surprised to find that the rear brake has been jammed solid for some time when the MOT test shows up a problem. Inspection and possibly, replacement of the slave cylinder is an important service item. the cleaned or new cylinder can be protected by application of red rubber grease under the rubber boots - this helps to avoid future failures due to rusting up of the pistons.
5/ The rear wheel bearing installation is of poor design. There are two ball bearings and it is impossible to get the length of the spacer tube exactly the same length as the distance between
the shoulders in the hub. The solution to this was to make the spacer tube a bit too long and fill the gap with loctite. the best improvement I can offer is to check and make the tube as close as
possible to the correct length and replace the bearings with better quality ones. A complete hub redesign is required but I have not managed to do this yet. A clonk from the rear end when entering
a corner is often the first sign of the loctite failing and a check can be made by raising the rear wheel clear of the ground and trying to move it left and right between the swinging arms - you will feel movement
And hear a clonk. If you have this problem it should be addressed quickly or the bearings will fret and destroy the bores in the hub.
RETURN TO SERVICE PAGE
A modern, sealed chain, with some minor maintenance carried out will last for 20.00 miles plus and the matching sprockets will last for 40,000 miles. A chain can be purchased from and fitted, by any motorcycle workshop in the world,
for around £100 and you will be back on the road in half an hour or so.
A well adjusted chain is much quieter than a poorly adjusted belt and as I have already pointed out a well adjusted belt is almost impossible to achieve in the Morgan three wheeler.
The Chain Drive Conversion
Let me say, at the outset, that there is nothing intrinsically wrong with toothed belt drives - they are almost as efficient as a chain and will outlast a chain. However, the swinging arm set up in the Morgan three wheeler is of somewhat old fashioned design
and has limitations. A toothed belt requires perfect alignment of the two sprockets on which it runs and this is not delivered by the adjustable rear wheel spindle nor by the NVH kit mountings. A poorly adjusted belt will damage itself, the sprocket guide plates
and is noisy. Should a belt fail then repair work includes removal of the
swinging arm, an expensive procedure and not practical other than in a well equipped workshop. The belt itself is difficult to source and very expensive.
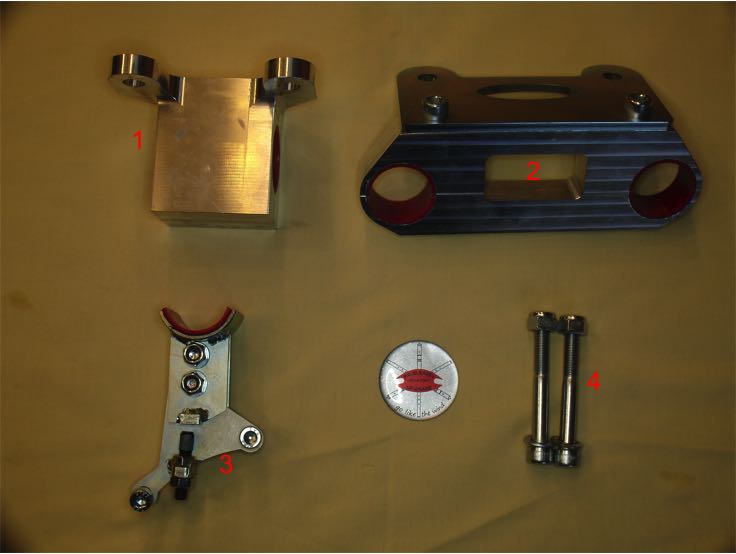
The chain drive kit contents :-

RETURN TO SERVICE PAGE
The Heavy Duty Timing Belt Idler Pulleys

Timing Belt Idler Kit :-
RETURN TO SERVICE PAGE
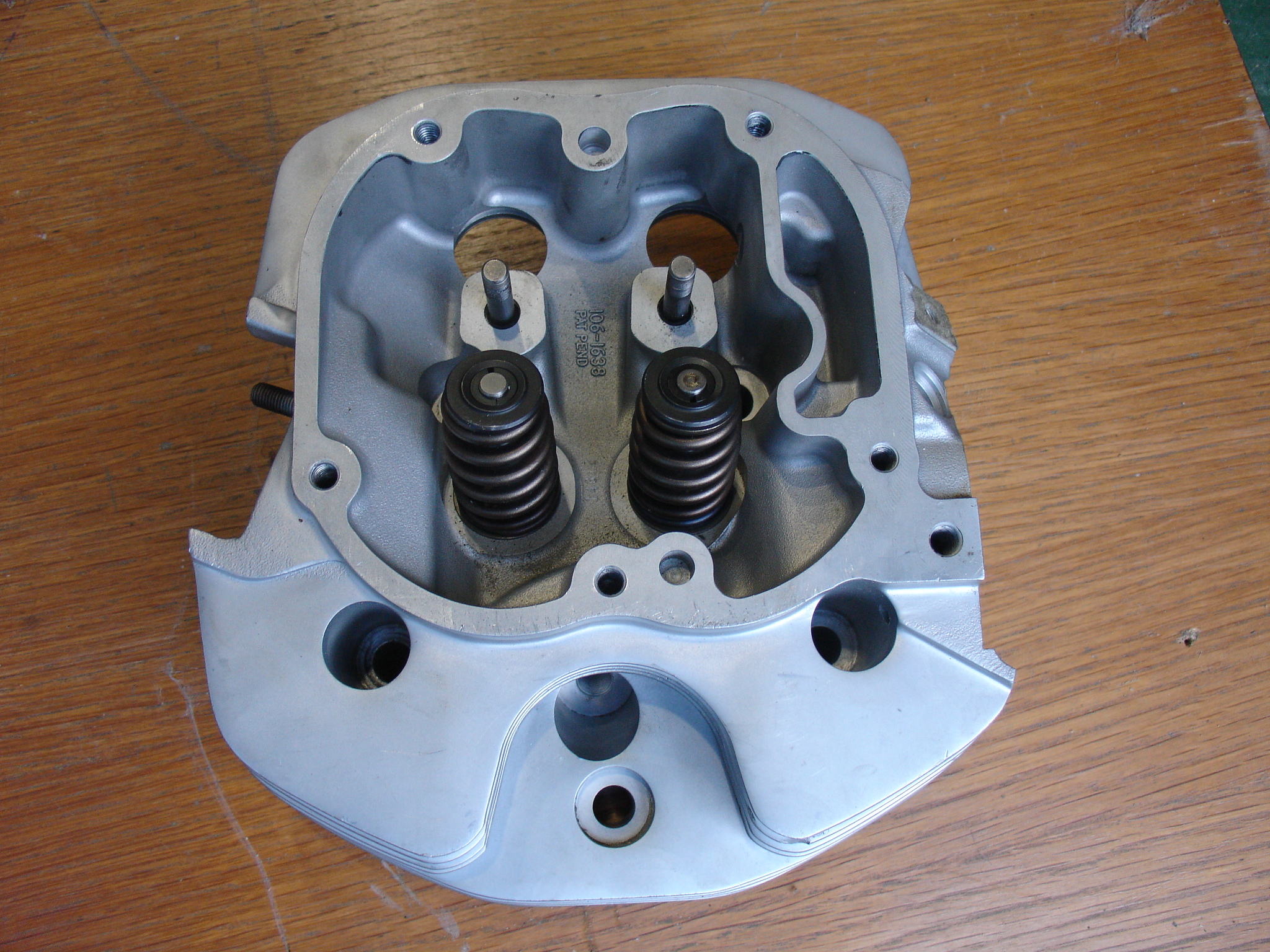
Refurbished Cylinder Heads
A refurbished head with valves in place. I currently use the original valves, springs and guides cleaned and inspected before refitting.
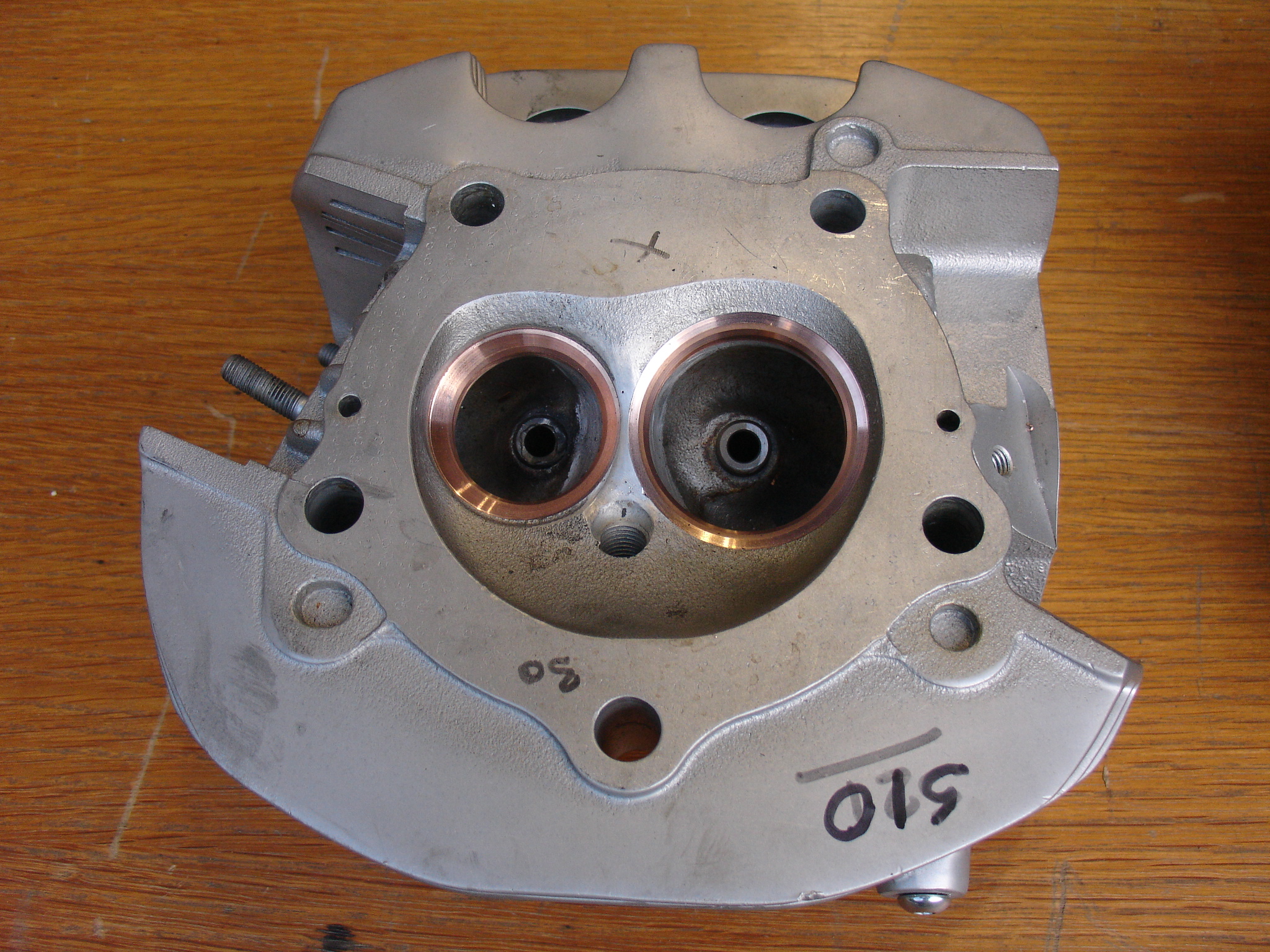
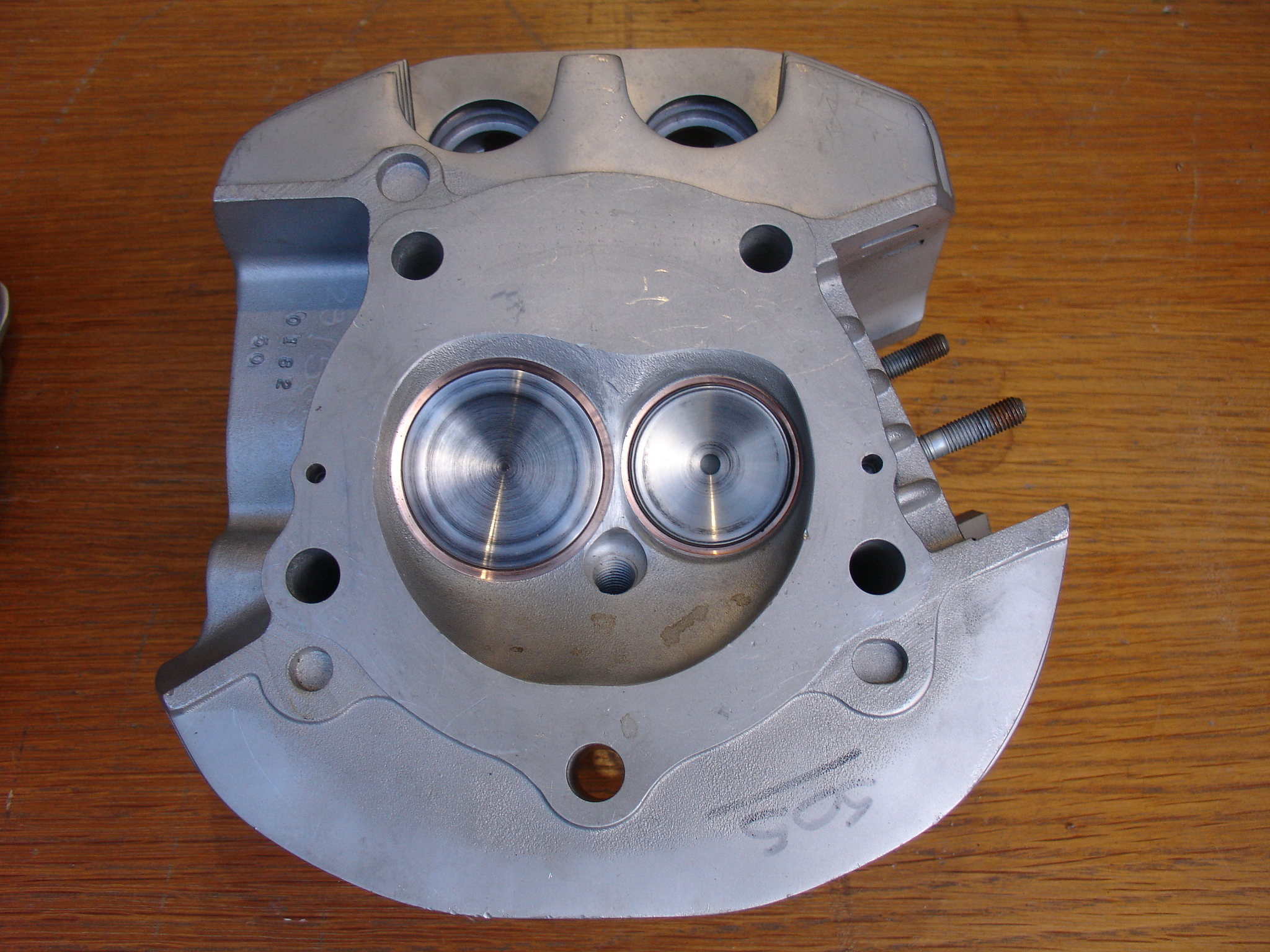
Cylinder head showing the new silicone bronze valve seats, silicone bronze has a closer coefficient of expansion to aluminium than the original
sintered ferrous ones rendering the heads less likely to crack and the seats less likely to come loose. The heads are often cracked between the seats,
my refurbished ones have had the cracked area machined out and welded.
The heads are vapour blasted all over prior to inspection and again after the repair work. They are available as shown (not polished) or sprayed matt black with high temperature heat resistant paint
